Seit über 30 Jahren ist die Walter Krupp Dieseltechnik GmbH exklusiver Importeur für Deutschland von BRM-Produkten wie Flex-Hone® und Industriebürsten. Außerdem vertreiben wir Schleifmittel, Schneidwerkzeuge, Werkzeugmaschinen und Messzubehör.
Dank unserer langjährigen Erfahrung und unserem weitreichenden Know How betreuen wir unsere Kunden von der Entwicklung bis zur Produktion.
Entgraten & Oberflächenfinish war noch nie so einfach. Entdecken Sie das Flex-Hone-Werkzeug!
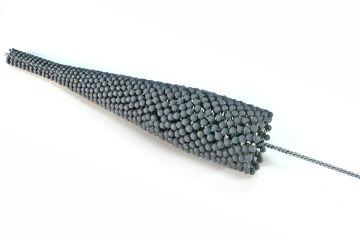
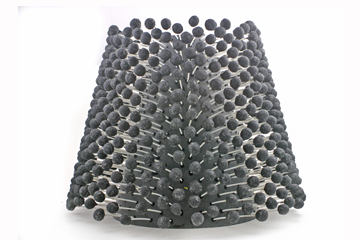
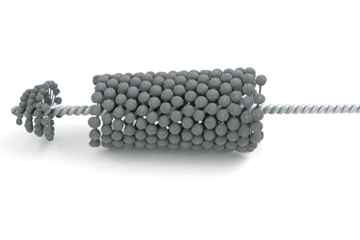
Das Flex-Hone®-Werkzeug ist ein robustes, flexibles Honwerkzeug, das zur Verbesserung der inneren Oberflächengüte eingesetzt wird und gleichzeitig eine Bohrung oder einen Zylinder entgraten kann. Es besteht aus Schleifkügelchen, die auf die Enden von flexiblen Nylonfäden laminiert sind. Dank seiner einzigartigen Konstruktion ist das Werkzeug selbstausrichtend, selbstzentrierend und gleicht sich bei Verschleiß selbst an. Loses, gerissenes und verkantetes Metall wird entfernt und eine im Wesentlichen ebene oder flache Oberfläche erzeugt. Eine weitere wichtige Anwendung ist das Entgraten von Querbohrungen und Schlitzen. Das Flex-Hone-Werkzeug wird in 8 verschiedenen Schleifmittelarten und 14 verschiedenen Körnungsoptionen in einer großen Auswahl an Größen hergestellt, um eine Vielzahl von Grundmaterialien und Oberflächenanforderungen bearbeiten zu können. Es ist in Durchmessern von 4 mm bis 36” erhältlich.
Flex-Hone in Aktion
Entdecken Sie das Flex-Hone in Aktion! Ob auf eine Handbohrmaschine oder in ein Drehzentrum gespannt, mit dem Flex-Hone kann die Arbeit schnell und effizient erledigt werden. Sehen Sie sich das Video an, um mehr zu erfahren.
Ein vielseitiges Werkzeug
Oberflächenbearbeitung
Das Flex-Hone®-Werkzeug ist mit einer Vielzahl von Schleifmittelarten und Körnungen erhältlich, um auf jedem Grundmaterial die optimale Oberflächengüte zu erzielen. Flex-Hone® wird häufig zur Reduzierung der Ra-, Rk- und Rpk- Werte bei gleichzeitiger Beibehaltung des Rvk- und Vo-Volumens zur Ölanhaftung verwendet. Die Verwendung des Flex-Hone® -Werkzeugs für die Oberflächenbearbeitung ermöglicht es den Schlichtwerkzeugen, ihre Arbeit schnell und präzise zu erledigen, ohne die Oberflächengüte zu beeinträchtigen. Flex-Hone® wird auch bei Klebeanwendungen eingesetzt, bei denen eine rauere Oberfläche für die Verbindungsintegrität erwünscht ist.
Entgraten
Das Entgraten von Querbohrungen ist ein teurer, zeitaufwendiger Arbeitsschritt. Das Flex-Hone®-Werkzeug kann dazu verwendet werden, Grate aus Querbohrungen zu entfernen und eine saubere, gerundete Kante zu hinterlassen. Aufgrund seiner einzigartigen Konstruktion kann Flex-Hone® online in Werkzeugmaschinenanwendungen oder offline als sekundärer Bearbeitungsschritt eingesetzt werden. Das Werkzeug ist selbstzentrierend und selbstausrichtend auf die Bohrung, so dass aufwändige, starre Aufbauten nicht erforderlich sind. Es ist angeraten, das Werkzeug in der Hauptbohrung zu verwenden, in die die Querbohrungen einführen. Die besten Ergebnisse werden erzielt, wenn man das Werkzeug einige Male im Uhrzeigersinn dreht, das Werkzeug vom Werkstück entfernt, die Spindel umkehrt und dann das Werkzeug einige weitere Hübe gegen den Uhrzeigersinn dreht. Diese Vorwärts- und Rückwärtsrotation erzeugt ein symmetrischeres Entgratungsmuster.
Plateau Finish
Brush Research hat für das Konzept des Plateau Finish den Weg bereitet und ist ein starker Befürworter der Vorteile des Plateau Finish mit gekreuzten Riefen. Das Konzept beinhaltet die Entfernung von Spitzen, die durch vorherige Bearbeitungsvorgänge erzeugt wurden und die Erzeugung einer im Wesentlichen ebenen oder plateauartigen Oberfläche. Ein Plateau Finish, das durch die Eliminierung von Spitzen entsteht, ermöglicht es Ringen und Dichtungen, ohne Beschädigung ihrer Kanten zu sitzen. Die gekreuzten Riefen unterstützen die Schmiermittelkontrolle und -anhaftung, reduzieren das Durchsickern in hydraulischen und pneumatischen Anwendungen und fördern eine längere Lebensdauer der Dichtung.
Vorteile
Anwendungsbereiche von Flex-Hone
Flex-Hone ist ein Finishing-Werkzeug, kein Zerspanungswerkzeug.
Das Werkzeug eignet sich für eine Vielzahl an Bearbeitungsaufgaben, ohne die Geometrie des Werkstücks zu beeinflussen.
Entgraten von Querbohrungen und Schlitzen
Schlichten in einer Aufspannung UND Entgraten von Querbohrungen und Schlitzen sind ein Kinderspiel. Denken Sie nur daran, die Spindel für Entgratanwendungen umzudrehen, um ein symmetrisches Schlichtmuster zu erhalten.

Erstellen feinerer Endbearbeitungen
Wir können Ihnen keinen Spiegelglanz versprechen, aber kommen nahe daran. Flex-Hone kann sehr feine Finishes erzielen. Arbeiten Sie mit härteren Materialien? Neue Schleifmittel wie Diamant stehen zur Verfügung, um die schwierigsten Aufgaben zu bewältigen.

Erstellen der idealen Kreuzschraffur-Oberfläche für Dichtungsflächen
Es war noch nie einfacher, ein 45-Grad-Kreuzschraffurmuster zu erreichen. Spannen Sie das Flex-Hone-Werkzeug in eine Handbohrmaschine, tragen Sie das Hon-Öl auf und machen Sie sich an die Arbeit. Sie müssen kein Experte sein, um ein schönes Kreuzschraffur-Finish für den richtigen Sitz der Kolbenringe zu erzielen.

Erstellen gröberer Oberflächen für gute Adhäsion
Manchmal besteht die Notwendigkeit, eine Oberfläche aufzurauen. Vielleicht möchten Sie Rost von einem Rohr entfernen oder die Oberfläche für Klebezwecke vorbereiten. Hier ist Flex-Hone in einer gröberen Körnung eine gute Option.

So individuell wie Ihre Anforderungen
Wenn unsere Standardprodukte Ihre Anforderungen nicht erfüllen, können individuell gefertigte Tools die Lösung sein.
Wir stellen Werkzeuge gerne nach Ihren Spezifikationen her, um ein perfektes Finish für Ihre Anwendung zu gewährleisten.